
电话1:15637161999
电话2:0371-69562333
电话3:0371-56027272
地址:河南省荥阳市G310与G234交叉口向北1公里

一、进料端的改进措施
1.进料端给料管的改进
由于由于球磨机给料量大,而原铸钢给料管耐磨性差,已满足不了生产的需求,经过比较并综合考虑各种指标,采用耐磨性能更优的耐磨橡胶衬里焊接管替代原铸钢给料管。
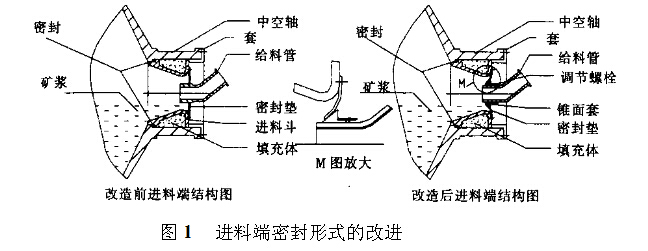
2.进料端密封形式的改进
进料斗与给料管间的密封形式的改进见图1所示。在给料管上装一带锥形的橡胶耐磨套(简称橡胶套),通过调节螺栓调节橡胶套锥面与橡胶垫的贴紧力,来达到阻止矿浆溢出的目的。这种形式密封效果非常好,完全杜绝了矿浆的泄漏。
3.进料端的改进结果
φ3.6mx6.0m溢流型球磨机因粗精矿矿浆流量较大,精矿粗细不均以及给料的不均匀性,致使矿砂对铸钢耐磨给料管的磨损率高,且进料斗与给料管的密封垫在矿浆瞬时超负荷的冲击下,易变形和泄露。
采用耐磨橡胶衬里焊接管,在矿砂和耐磨橡胶衬里之间,因橡胶的亲水性而产生一液膜层,矿砂不直接接触橡胶衬里,从而降低矿砂对给料管的磨损,经试用,其使用寿命较铸钢管高出10倍。
在给料管上加装锥形橡胶套并通过螺丝进行调节,既增加了橡胶垫与给料管的接触面,又增强了橡胶垫抵抗冲击力的强度,防止了因变形造成的泄露,达到密封目的。
二.出料段改进
1.出料口与中控轴承密封形式的改进
出料口与中控轴承密封形式的改进见图2。原出料口与中孔轴承是靠一圈10mmx10mm盘根压紧密封,其密封效果差。现改为锥面(锥度为1:6)密封形式来进行密封,方式是加工一材质为ZG25的锥形套放入中空轴内孔端部并焊接,同时出料口头部加焊一段,并加工成锥形套相配的锥面来达到紧密配合。
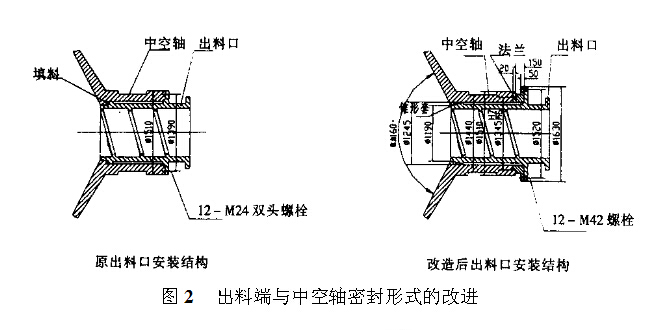
2.出料口连接方式的改进
将中空轴安装M24螺栓的端面车成凹形圆孔至φ1345mm,深20mm。再另制作一带凸槽的法兰,与中空轴热配并焊接,出料口与中空轴用M42的螺栓对穿连接,紧固后,两法兰的间隙约为5mm左右,以确保锥面的紧配性
3.出料端的改进结果
出料口与中空轴的密封,由于振动和矿浆对出料口的反作用力,造成密封盘根的磨损,是出料端漏浆及出料口固定螺栓剪断的主要原因。现改为锥度为1:6的锥面密封形式,其密封性能良好,防止了漏浆,密封接触面大,旋转时摩擦力大,出料口的晃动振动小,螺栓受到的剪切应力小,不易剪断,包装了设备的正常运转。
采用以上措施对其进行改进后,没有发生过进料端与出料端漏浆及出料口固定螺栓被剪断的问题,球磨机运转率达大提高,设备非技术性检修减少70%,维修的劳动强度随之降低,基本达到设计生产能力,经济效益明显。


